Grinding Process
Rough Machining (Pre-Grinding): After the bearing steel blanks are forged and heat-treated for hardness, the raw rings are rough-ground on their outer diameters,inner diameters, and flat end faces to bring them close to final dimensions . Raceway (Groove) Grinding: The defining feature of a deep groove bearing is its curved raceway. This is ground using precisely profiled abrasive stone wheels or vitrified CBN (Cubic Boron Nitride) wheels to achieve the exact groove curvature (radius) required for the steel balls. Nternal & external grinding: the inner and outer rings are separated to grind their inner and outer circumferences on dedicated machines to guarantee flawless roundness and exact diameters. Honing and Superfinishing: Following the initial grinding, the raceways undergo a honing or polishing process using fine-grain abrasive stones lubricated with oil. This eliminates microscopic surface defects and creates a mirror-like finish, which minimizes frictional torque and running noise.

FACE GRINDING OBJECTIVE
Flattens the top and bottom end faces of the bearing rings.Process: Uses double-disc surface grinders to process both faces simultaneously, ensuring parallel surfaces and the correct ring width.

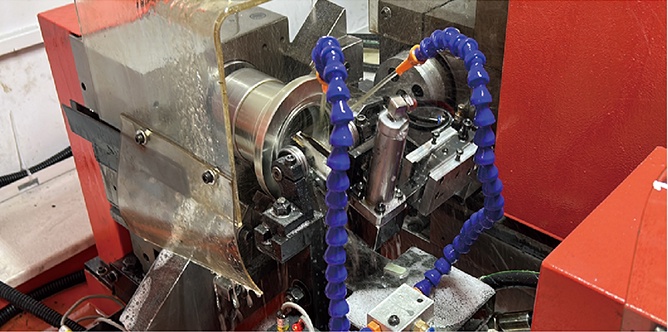
OUTER DIAMETER (OD) & CENTERLESS
GRINDINGOBJECTIVE
Sizes the outer circumference of the outer ring.Process: Uses a centerless grinder to achieve the final diameter and perfectly round exterior. This ensures the bearing will fit seamlessly into its housing.
INNER DIAMETER (ID) / BORE
GRINDING OBJECTIVE
Finishes the inside surface of the inner ring.Process: Uses internal grinding wheels that traverse the bore, grinding it to tight tolerances so the bearing mounts properly onto a shaft.
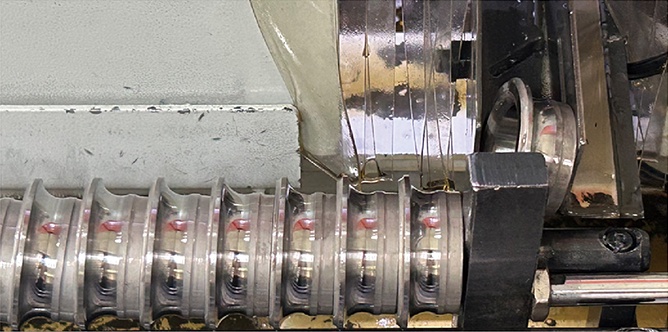
RACEWAY (GROOVE) GRINDINGOBJECTIVE
Creates the curved groove where the balls or rollers will roll.Process: Employs form grinding or plunge grinding with specially shaped abrasive wheels. This determines the internal clearance and load-bearing capacity of the finished bearing.
LEAVE US A MESSAGE
If you have any questions, please fill out the form to contact us, and our customer service will reply to you within 24 hours!